

| Theme | Tool- and Mold-Making, Forming technology |
|---|---|
| Project title | Innovative machine and tool concepts for precision forging (SFB 489 B2) |
| Project duration | 01.01.2000 – 31.12.2011 |
| Video | |
| Project website | http://gepris.dfg.de/gepris/projekt/5218614 |
| Download |
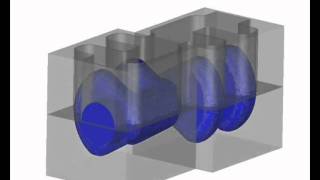

In Industry, crankshafts are forged with a high ratio of flash. A flashless precision forging offers huge economic and technical advantages. So far only research and some industrial implementation has been realized for simple geometries. The flashless forging was still very challenging for complicated long pieces like crankshafts. In the sub-project B2 of the collaborative research center (SFB) 489 a tool and machine technology was developed and tested successfully. For developing this flashless forging, studies were made for crankshafts with one, two and three cylinders. Finally, the precision forging technology was successfully transferred to a two-cylinder crankshaft with secondary form elements. Due to the enormously imbalanced mass distribution of the crankshaft along the longitudinal axis, there are exceptional requirements regarding the pre-forming processes. The forging sequence consists of two flashless preforming operations, an innovative multidirectional working forming process as well as a final flashless precision forging operation in a completely enclosed die. The upper and lower dies enclose the part without forming it. The multidirectional working tool enables a forming process in a partially closed and modular moving die where the moveable die parts compress the crankshaft pre-form along the longitudinal axis and offset the connecting rod bearings. As a final step of development an alternative preforming was examined by cross wedge rolling with adjacent multidirectional forming. The research results demonstrate that simple crankshaft geometries can be produced by flashless precision forging.
Publications about the project
Preforming is an essential step in flashless forging processes. This paper describes the development of a four stage process chain for flashless forging of a crankshaft with pin and flange. The process consists of cross wedge rolling, lateral extrusion, bi-directional forging and final forming. The finite-element-analysis (FEA) performed with the software Forge 3 and experimental tests are executed with different process parameters, like billet and tool temperature, rolling velocity and steel. To reduce process steps, like lateral extrusion, a direct combination of cross wedge rolling and bidirectional forging is analysed with FEA-software Forge 3 for a one cylinder crankshaft without pin and flange. The results of the FEA give suitable forming angles alpha for cross wedge rolling and several geometric parameters for a modification of the bi-directional tool.
cross wedge rolling, bi-directional forging, crankshaft forging without flash, preforming
The precision forging is energy and time saving. Therefore the basics of this topic are presented. On the one hand the material characteristics as temperature and yield stress development are shown. On the other hand tool geometry and construction instructions are given. Beyond these topics the principles of FEM, reachable tolerances are presented. Different types of crankshafts, a gear wheel and a pinion shaft are examples that were successfully investigated and even party produced in industrial environment. The goal of this chapter is to show the basic knowledge of precision forging.
precision forging, flashless
To produce preforms for complex long flat parts with an unsteady mass distribution along the longitudinal axis rolling processes, like cross wedge rolling, can be used. Tools for cross wedge rolling processes can be constructed as roller or flat, both with wedges. In the collaborative research project "SFB 489 - Process chain for the production of precision forged high performance parts" the subproject "Innovative machine and tool technology for precision forging" deals with the development of a flashless forging process for a two cylinder crankshaft with pin and flange. This process is developed by IPH - Institut für Integrierte Produktion Hannover. The first preform of the developed forging sequence is produced by a cross wedge rolling process on the basis of flat with wedges. To consider the mass distribution of the two cylinder crankshaft in the preform for a rolling process four mass concentrations for the crank arms and mass concentrations for pin and flange are needed.
crankshaft, cross wedge rolling (CWR), forging sequence, preform, rolling process
Saving resources becomes more and more important. Therefore the forging industry tries to develop processes with less flash than the conventional techniques or to avoid flash completely. Currently only simple parts like gears can be forged without flash. In a research project flashless forging processes for crankshafts were developed. In this paper the evolution of the flashless forging process and the process steps will be described. The collaboration research project "process chain for the production of precision forged high performance parts" has been conducted in the last few years at IPH and was funded by the German Research Foundation (DFG).
precision forging, flashless, crankshaft
Flashless precision forging is a special process of drop forging performed in closed dies. This process is distinguished by high quality and the ability to achieve a near net-shape part. Latest research results have shown that it is possible to forge a two-cylinder crankshaft without flash. This was realized using a multi-directional forging tool and a flashless precision forging operation. In this paper a new method for a three dimensional shrinking compensation is presented that facilitates the construction process
forging flashless precision near-netshape
Considerably, flashless precision forging offers the potential for material saving. To secure form filling, in conventional forging in open dies, e. g. of crankshafts, a surplus of mass of about 50 percent is used. Compared to conventional forging with flash, the economical potential of flashless precision forging is based on smaller tolerance classes and the shortening of the process chain. The newly developed forging sequence of a two cylinder crankshaft for flashless precision forging consists of four stages. The pre-forming takes place in two lateral extrusion processes, with an innovative multi-directional forging tool being used. The final flashless precision forging produces the final geometrie of the crankshaft. To achive the required tolerances of IT 7 to IT 9, a newly developed method for the compensation of the shrinkage behaviour is implemented. This method uses not only a homogeneous gauge but considers the inhomogeneous tension and temperature profiles in the forged parts.
flashless precision forging, crankshaft, shrinkage compensation, FEA
Multi-directional forging enables flashless preforming for complex workpiece geometries by a cross-section formation and mass distribution in one forging stroke of the press. The process principle is based on a tool with multi-directional acting forming punches. In addition to the vertical forming by a punch a horizontal deformation is performed by horizontally arranged sliders. The drive of the sliders is performed by a redirection of the ram movement using wedges. The multi-directional forging has been studied and developed further over the past decade in a number of research projects. Starting with simple flashless, flat preforms for connecting rods made of steel, the technical feasibility of this method has been demonstrated. In subsequent steps, the principle has been transferred to crankshafts. As part of the Collaborative Research Centre 489, the crankshaft was broken down to a unit cell in order to investigate the fundamental transformation of the bearings and the crank webs. With this knowledge, forging sequences for simplified single and two-cylinder crankshafts were designed (without secondary form elements). Currently the forging sequence for a full two-cylinder crankshaft is designed with secondary design elements. The interaction of the mass distribution by cross-wedge rolling and multi-directional forging is analyzed. The flashless forging of two-cylinder crankshafts with such complicated geometries and corresponding necessary material flow is only possible using a multidirectional preforming. Finally, the applicability of the method to aluminum was investigated in the context of a DFG project – again based on a flat part long preforms. Here particularly clearly the limits of the process could be shown. Various forming directions were combined. With some of these combinations flash developed during the forming operation. Others have shown to be usable for a flashless preforming of complicated geometries.
multidirectional forging, flashless, preforming, cross-wedge rolling, connecting rod, crankshaft, st
In comparison with the conventional forging with flash, precision forging helps to reduce the amount of raw material. Beyond this no additional step for flash removal is needed. In this paper the development of a three step process for a two cylinder crankshaft with flange and pin is described and afterwards compared to a four step process. It shows that the three step process lowers the number of faults saves time and forces. These advantages are due to the innovative tool concept which is shown in this paper.
cross wedge rolling, bi-directional forging, crankshaft forging without flash

